








 Wizyta na miejscu
Wizyta na miejscuZa pośrednictwem techników lub naszych przedstawicieli handlowych odwiedzamy bezpośrednio miejsce instalacji, aby:
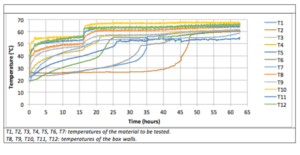
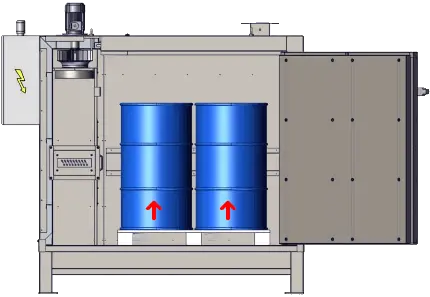
Przeprowadzamy testy nagrzewania produktów zgodnie ze zdefiniowanym protokołem, używając przyrządów do pomiaru temperatury skalibrowanych w certyfikowanych laboratoriach.
Testy ogrzewania można wykorzystać do oceny:

Na życzenie klienta przeprowadzamy testy odbiorcze przed wysyłką.
FAT jest wykonywany zgodnie z protokołem AMARC lub protokołem klienta, zgodnie z warunkami określonymi w umowie sprzedaży.

Wszystkie urządzenia są dostarczane w opakowaniach przystosowanych do transportu samochodowego.
Oferujemy także specjalne opakowania do transportu morskiego w postaci skrzyń drewnianych oraz worków barierowych.

Oferujemy i organizujemy usługi transportowe na terenie kraju i za granicą.
Korzystając z usług sprawdzonych, profesjonalnych i rzetelnych firm, uwalniamy naszych odbiorców od ciężaru poszukiwania i zarządzania usługami. W rzeczywistości wymiary i waga komór grzewczych mają decydujące znaczenie dla transportu i wiążą się z różnego rodzaju trudnościami organizacyjnymi.

Zapewniamy usługę „all inclusive” obejmującą transport, rozładunek i pozycjonowanie wykonywane za pomocą specjalnego pojazdu transportowego wyposażonego w dźwig i urządzenia przeładunkowe odpowiednie do tego celu.
Operacje rozładunku i ustawiania maszyny, które zwykle muszą być wykonywane przy użyciu dźwigu, wymagają wyspecjalizowanego personelu ze względu na krytyczny charakter operacji.

Na życzenie zapewniamy usługę uruchomienia urządzenia w celu sprawdzenia prawidłowej instalacji i działania, po ustawieniu i podłączeniu do mediów. W ramach tej usługi nasi technicy przeprowadzą szkolenie dla operatorów, którzy będą odpowiedzialni za użytkowanie, instruując ich w zakresie najlepszych praktyk oraz wiedzy na temat zachowania zasad bezpieczeństwa.
Oferujemy bezpłatną pomoc telefoniczną świadczoną przez nasz wykwalifikowany personel. Tego typu wsparcie często jest w stanie natychmiast rozwiązać problem, jeśli dotyczy on kłopotów związanych z ustawieniami maszyny, co znacznie skraca czas przywrócenia sprawności operacyjnej.
Nasi wyspecjalizowani technicy są gotowi do bezpośredniego i szybkiego działania „na miejscu” w zakładzie klienta w przypadku usterki lub zatrzymania maszyny, których nie można rozwiązać za pomocą wsparcia telefonicznego. Naszym celem jest maksymalne skrócenie czasu przestoju maszyny i ograniczenie problemów klientów.
Pomagamy swoim klientom w operacjach nadzwyczajnych, takich jak:














































Wszystkie komory grzewcze AMARC objęte są zakresem stosowania Dyrektywy Maszynowej 2006/42/WE i odnoszą się do norm zharmonizowanych oraz norm europejskich dotyczących bezpiecznej konstrukcji maszyn.
Dyrektywa maszynowa 2006/42/WE; normy EN12100, EN60204-1, EN13849-1, EN62061, EN61508-1, 2, 6.
Wszystkie szafy grzewcze zasilane parą, gorącą wodą, olejem Diathermic wchodzą w zakres stosowania dyrektywy 2014/68/UE – urządzenia ciśnieniowe „Artykuł 4, ustęp 3”.
Na życzenie AMARC projektuje i buduje rurociągi dla komór grzewczych zasilanych parą, gorącą wodą, olejem diatermicznym zgodnie z dyrektywą ASME.
Wszystkie komory grzewcze, które wymagają zabezpieczenia przeciwwybuchowego (czy to tylko dla strefy wewnętrznej, czy dla strefy wewnętrznej i zewnętrznej), wchodzą w zakres stosowania dyrektywy ATEX 2014/34/UE i odnoszą się do norm zharmonizowanych oraz norm europejskich w zakresie bezpiecznej konstrukcji maszyn.
Dyrektywa ATEX 2014/34/EU; normy EN60079-14, EN50495.

Konstrukcja bezpiecznych komór grzewczych staje się równie ważna jak wytrzymałość mechaniczna czy wydajność procesu.
Wszystkie komory grzewcze AMARC są wyposażone w następujące urządzenia.
Dla wszystkich komór grzewczych ATEX (tylko strefa wewnętrzna lub wewnętrzna/zewnętrzna) zapewniony jest obwód zabezpieczający przed „przegrzaniem powierzchni” grzałek (na podstawie klasy temperaturowej ATEX). Systemy ograniczania niebezpiecznych temperatur (dla celów systemu, jak również dla zapobiegania wybuchowi, jeśli jest to konieczne) są zaprojektowane i wykonane zgodnie z europejskimi normami zharmonizowanymi EN60204-1, EN62061, EN50495, EN61508-1,2,6.
Projekt ten został zakończony sporządzeniem „Raportu z oceny bezpieczeństwa” (SAR), w którym określono poziom skuteczności wyżej wymienionych obwodów bezpieczeństwa w następujący sposób:
![]()

{kind=link}